近期,中國科學(xué)院長春光機(jī)所在Light: Advanced Manufacturing發(fā)表了題為“Investigating a corrective online measurement method for the tool influence function in millimetre spot-sized ion beam figuring”的研究論文。本文第一作者為胡海翔研究員,第二作者為碩士研究生卞萌,通訊作者由胡海翔、唐瓦、季鵬共同擔(dān)任。該研究提出了一種基于卷積效應(yīng)修正的高精度去除函數(shù)在線測量方法,用于在線、快速、準(zhǔn)確計(jì)算離子束加工中的小束徑去除函數(shù)。針對半高寬為0.5mm至1mm的去除函數(shù),其計(jì)算準(zhǔn)確性可控制在3%左右。該技術(shù)成功應(yīng)用于大口徑非球面的精密修形中,空間波長范圍在15mm到3.6mm范圍內(nèi)的面形誤差RMS從1.7nm降低到0.4nm。
新一代同步輻射光源與X射線自由電子激光裝置產(chǎn)生的超高亮度、高相干性X射線束,為物質(zhì)納米結(jié)構(gòu)與基本過程的探索提供了革命性工具。X射線反射鏡作為核心光學(xué)元件,其面形精度直接決定了光束聚焦性能與成像質(zhì)量。其中空間波長范圍在1mm至10mm之間的面形誤差修整,對加工工具的特性提出了極高的要求。針對此問題,去除函數(shù)具有極強(qiáng)調(diào)節(jié)靈活性的離子束加工技術(shù)展現(xiàn)出極大的優(yōu)勢。當(dāng)去除函數(shù)的束徑降低至毫米甚至亞毫米量級時(shí),即可有效消除該部分的面形誤差。
在此過程中,小束徑去除函數(shù)的精確測量十分關(guān)鍵。尤其在針對大口徑鏡面的長時(shí)間加工中,不僅需要精確的去除函數(shù),更需對其穩(wěn)定性進(jìn)行實(shí)時(shí)監(jiān)測、評估與補(bǔ)償,這對保障加工精度至關(guān)重要。然而,實(shí)驗(yàn)測量法無法實(shí)現(xiàn)這一點(diǎn):去除函數(shù)數(shù)據(jù)僅能在加工后獲取,導(dǎo)致波動(dòng)補(bǔ)償必須延遲至下一輪修形周期,此外,抽放真空、檢測等輔助流程進(jìn)一步增加了時(shí)間成本。因此,實(shí)現(xiàn)小束徑去除函數(shù)的高精度在線測量,是提升離子束加工準(zhǔn)確性與效率的核心前提。
小束徑去除函數(shù)準(zhǔn)確在線測量的挑戰(zhàn)
在離子束加工中,去除函數(shù)的在線測量是通過法拉第杯掃描離子束流的能量分布,進(jìn)而計(jì)算獲得。對于大束徑去除函數(shù),其分布與離子束流分布基本一致,法拉第杯掃描結(jié)果能準(zhǔn)確地反應(yīng)去除函數(shù)的分布狀態(tài)。然而,當(dāng)去除函數(shù)束徑減小至毫米量級特別是半寬高小于2 mm時(shí),以往的在線測量方法不再準(zhǔn)確,去除函數(shù)束徑顯著小于法拉第杯掃描結(jié)果。
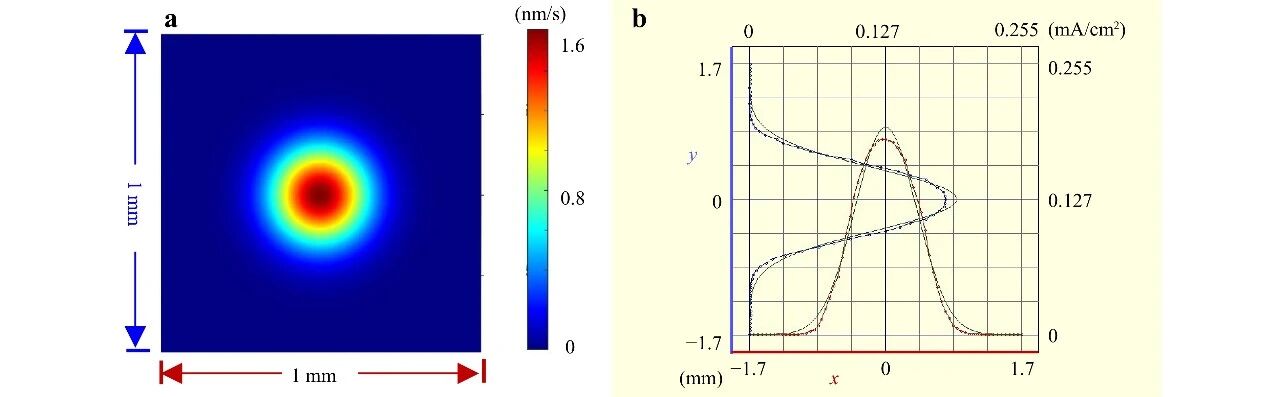
原有在線測量方法測量小束徑離子束去除函數(shù)的誤差示意圖
基于卷積效應(yīng)修正的高精度去除函數(shù)在線測量方法
結(jié)合法拉第杯掃描原理,研究團(tuán)隊(duì)詳細(xì)分析了離子束流測量的誤差來源,發(fā)現(xiàn)其主要是由法拉第杯小孔所產(chǎn)生的卷積效應(yīng)有關(guān)。在卷積效應(yīng)的影響下,通過小孔測得的離子束流分布會(huì)呈現(xiàn)峰值減小與半高寬擴(kuò)張,產(chǎn)生“退化”現(xiàn)象,且此與離子束流和法拉第杯小孔之間的相對關(guān)系密切相關(guān)。當(dāng)兩者之間的比值越小,卷積效應(yīng)越發(fā)明顯。
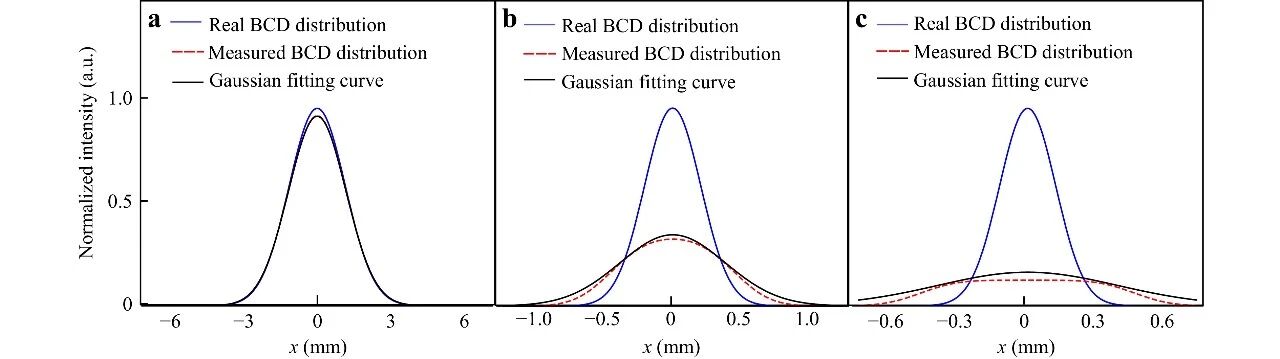
不同光束孔徑尺寸比的去除函數(shù)分布的歸一化比較(a)尺寸比為3(b)尺寸比為0.5(c)尺寸比為0.3
針對此問題,研究團(tuán)隊(duì)提出了一種基于卷積效應(yīng)修正的去除函數(shù)在線測量方法,通過嚴(yán)謹(jǐn)?shù)墓酵茖?dǎo),準(zhǔn)確建立了“退化”前后的離子束流的峰值與半高寬變化關(guān)系,將卷積效應(yīng)問題考慮至去除函數(shù)在線測量過程中,最終將半高寬小于2mm的小束徑去除函數(shù)測量誤差控制在3%左右,并成功應(yīng)用于大口徑非球面加工中,將面形誤差RMS值控制在0.4nm。
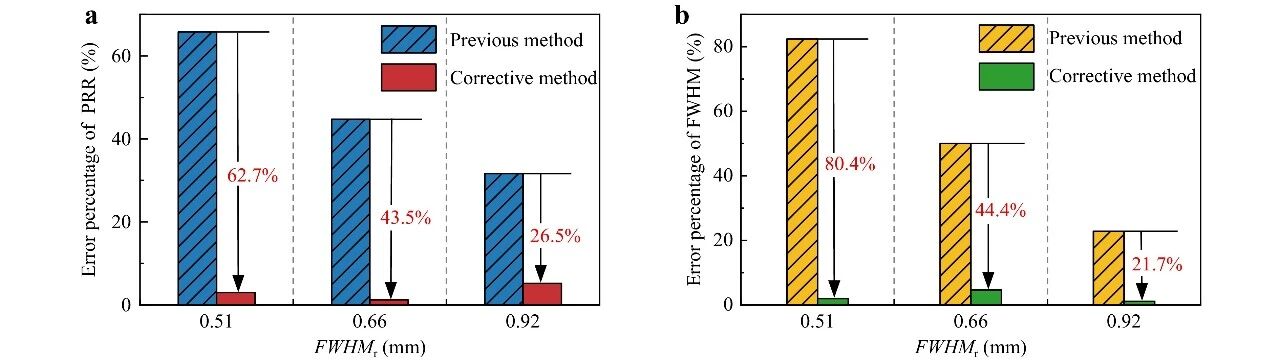
兩種測量方法測量誤差的對比(a)峰值去除率的誤差百分比(b)半寬高的誤差百分比
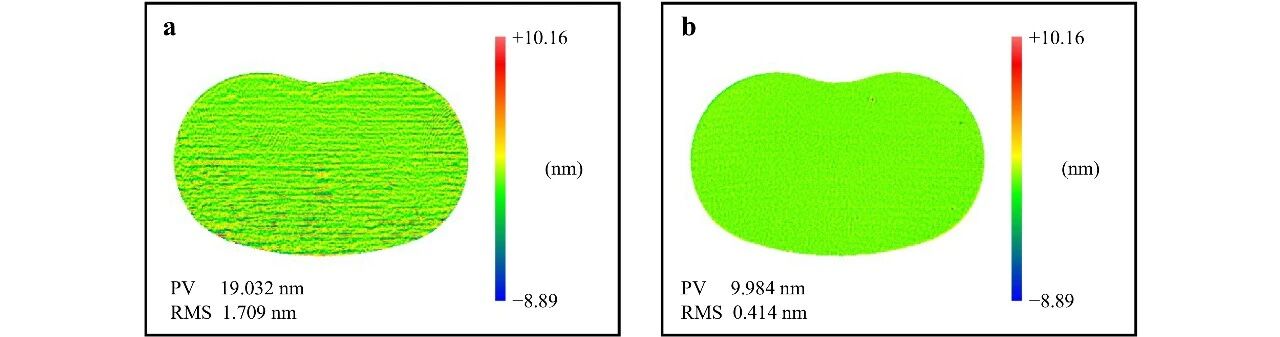
實(shí)驗(yàn)結(jié)果非球面鏡面形誤差檢測結(jié)果(a)加工前面形(b)加工后面形
研究團(tuán)隊(duì)提出的基于卷積效應(yīng)修正的離子束去除函數(shù)在線測量方法,能夠大大提高離子束加工中小束徑去除函數(shù)的測量效率和精度,能夠?yàn)樾拚臻g波長范圍在1 mm至10 mm之間的面形誤差奠定理論基礎(chǔ),推動(dòng)離子束加工技術(shù)在先進(jìn)光學(xué)加工領(lǐng)域的極端精度制造的應(yīng)用。

